跳到内容
CGWKレールクリップ
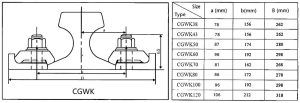
CGWKレールクリップの仕様
- モデル:CGWK38, CGWK43, CGWK50, CGWK60, CGWK70, CGWK80, CGWK100, CGWK120
- 固定方法:溶接ベースプレート
CGWKレールクリップの特徴
- ベースプレート溶接:
CGWKベースプレートは、2面隅肉溶接または3面回り込み溶接により、スチール製クレーンビームの上部フランジに溶接されます。これにより、クレーンからの水平方向の横力がクレーンビームに均等に伝達され、ビームフランジへの広範な穴あけによる構造的弱点を回避することができます。
- 球面ヒンジ接続:
ベースプレートとアッパークランププレートは球面ヒンジで接続されています。この設計により、横方向の力を受けてもわずかに傾くことができ、水平方向の力がクレーンビームやブレーキシステムに与える影響を効果的に緩和します。
- ポジショニングの近さ:
CGWKベースプレートは約 1mm これにより、レールの横方向の動きが効果的に制限される。
- 安定性のための特殊ボルト:
特殊なボルトを使用することで、固定部品への荷重配分を最適化し、上部クランププレートは簡単に取り外すことができるため、設置やメンテナンスが非常に容易になっている。
- 素材と強度:
すべての固定部品は低合金高強度鋼で作られている。その M20グレード8.8 のトルクで締め付けます。 220N-mの最大横力に耐えることができる。 65kN 各車輪荷重点で。
- レール・アライメント:
取り付けを開始する前に、設計仕様書に従ってレールの位置を合わせてください。
- ベースプレートの位置決め:
- ベースプレートをレール方向に沿って、以下の間隔で配置する。 500mm.
- ボルト中心からレール中心までの垂直距離(値)を確認する。 a)の位置は正しい。
- ベースプレート溶接:
指定された方法(2面溶接または3面溶接)でベースプレートをクレーンビームに溶接します。
- コンポーネント組立:
以下の順序でクリップを組み立てる:
- ボルトの位置
- 上部クランププレートを置く
- 平ワッシャー、スプリングワッシャー、ナットを追加する。
- のトルクでナットを締める。 220N-m.